【螺旋波紋管生產(chǎn)線】hdpe鋼帶增強螺旋波紋管優(yōu)點
- 時間:2021-09-21作者:青島福樂維機械科技有限公司瀏覽:263
青島福樂維機械科技有限公司專注于高速單壁波紋管生產(chǎn)線,螺旋波紋管生產(chǎn)線,汽車線束波紋管生產(chǎn)線,雙壁波紋管設備,新風波紋管生產(chǎn)線,預應力橋梁波紋管生產(chǎn)線,塑料管材生產(chǎn)線,海洋踏板生產(chǎn)線等
詞條
詞條說明
雙壁波紋管設備發(fā)展歷程**代技術是風冷式冷卻定定型技術。性能表現(xiàn):波紋管內外兩層分別有兩臺擠出機獨立供料,可實現(xiàn)內外層使用不同顏色和不同原料的生產(chǎn)。成型機分為上下機臺,冷卻方式是水冷和風冷相結合,但確切的是還是傳統(tǒng)意義上的風冷,具有在線擴口功能,*二代技術是開放式澆淋水冷定型技術。模塊冷卻周期:間歇式水冷性能表現(xiàn):成形機采用臥式結構,梭式傳動,間歇水冷,真空成型,支持在線雙層擴口。*三代技術是密封
主機電流不穩(wěn)1、生產(chǎn)原因: (1)喂料不均勻。(2)主電機軸承損壞或潤滑不良。(3)某段加熱器失靈,不加熱。(4)螺桿調整墊不對,或相位不對,元件干涉。2、處理方法:(1)檢查喂料機,排除故障。(2)檢修主電機,必要時更換軸承。(3)檢查各加熱器是否正常工作,必要時更換加熱器。(4)檢查調整墊,拉出螺桿檢查螺桿有無干涉現(xiàn)象。主電機不能啟動1、產(chǎn)生原因:(1)開車程序有錯。(2)主電機線程有問題,熔
擠出機調試的一般操作步驟如下:(1) 開機前應檢查溫度控制是否靈敏,儀表是否失靈,冷卻水路是否暢通等。通常采用溫度計、通冷卻水等方法進行檢測。(2) 按擠出機操作規(guī)程將擠出機的螺桿、機筒及模頭進行加熱,待溫度升到設定溫度后,須再保溫10分鐘左右方能開機,使得機器各部分溫度趨于穩(wěn)定。(3) 開機**定要將模頭各部分聯(lián)接螺釘和螺栓趁熱擰緊。在物料未被擠出之前,操作者不得站在口模的正前方,以防止螺栓或螺
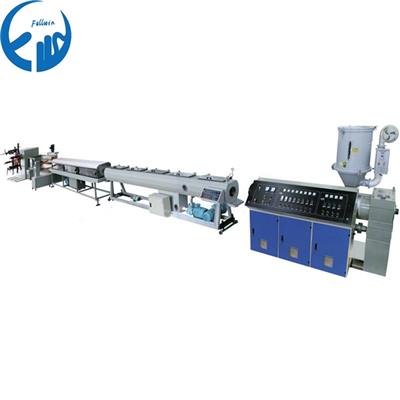
雙壁波紋管設備的技術關鍵要進行高質量的雙壁波紋管的生產(chǎn),波紋成型系統(tǒng)起著至關重要的作用,所有生產(chǎn)雙壁波紋管的關鍵技術也集中于此。波紋成型系統(tǒng)細分可分為波紋成型機、波紋成型模塊、擠出模頭和冷卻定型三大部分。先看波紋成型機,波紋成型機的作用是使安裝在其上面的波紋成型模塊連續(xù)穩(wěn)定的運行,并且提供波紋成型所必須的抽真空功能和冷卻功能。要使波紋成型模塊在成型上連續(xù)穩(wěn)定的運行,成型機的模塊運行軌道設計尤為重要
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 青島福樂維機械科技有限公司
聯(lián)系人: 張瑩瑩
電 話:
手 機: 15254294721
微 信: 15254294721
地 址: 山東青島膠州市膠西工業(yè)園平成南路18號
郵 編:
網(wǎng) 址: fulewei.b2b168.com
相關推薦







相關閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 青島福樂維機械科技有限公司
聯(lián)系人: 張瑩瑩
手 機: 15254294721
電 話:
地 址: 山東青島膠州市膠西工業(yè)園平成南路18號
郵 編:
網(wǎng) 址: fulewei.b2b168.com
- 相關企業(yè)
- 君益久泰(深圳)科技有限公司
- 塑達利塑膠新材料(上海)有限公司
- 蘇州皓玥電子材料有限公司
- 中山市恒鴻塑料有限公司
- 廣州泰靈精化科技有限公司
- 東莞市易貿塑膠有限公司
- 德州岳恒塑料制品有限公司
- 山東海邦包裝材料股份有限公司
- 豐順宇發(fā)科技有限公司
- 商家產(chǎn)品系列
- 產(chǎn)品推薦
- 資訊推薦


¥8000.00

¥2300.00







¥1.00

¥25.00