關于攪拌摩擦焊你想知道的都在這
- 時間:2022-02-10作者:永康市國海自動化設備有限公司瀏覽:359
永康市國海自動化設備有限公司專注于摩擦焊,連續(xù)驅動摩擦焊機,摩擦焊機,金屬摩擦焊機,旋轉摩擦焊機,金屬摩擦焊設備等
詞條
詞條說明
工藝特點1) 焊接施工時間短,生產效率高。例如,發(fā)動機排氣門雙頭自動摩擦焊機的生產率可達800~1200件/h。對于外Φ127mm、內徑Φ95mm連續(xù)驅動摩擦焊只需十幾秒鐘就可以焊接石油鉆桿和接頭。2)焊接熱循環(huán)引起的焊接變形小,焊接后尺寸精度高,焊接后*校正和消除應力。柴油發(fā)動機預燃室的摩擦焊接誤差為±0.1mm;**焊機可保證焊后長度公差為±0.2mm,偏心度為0.2mm。3)機械化、自動化
大多數管道自動焊機由伺服電機驅動。目前,管道自動焊機中使用的電機驅動器可分為 4 類:1. 步進電機驅動 它使用步進電機,特別是細分步進電機作為驅動源。由于這種系統(tǒng)通常由開環(huán)控制,它主要用于低烘焙的經濟工業(yè)機器 9S 人。2、DC伺服電機系統(tǒng) 由于位置、速度、加速度 3 閉環(huán)控制,采用DC伺服電機系統(tǒng)。精度高,變速范圍大,動態(tài)性能好。因此,它是目前管道自動焊機的主要驅動模式。3、 交流電機伺服系統(tǒng)
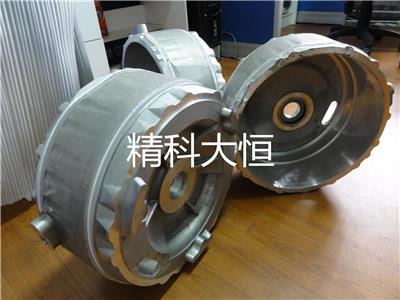
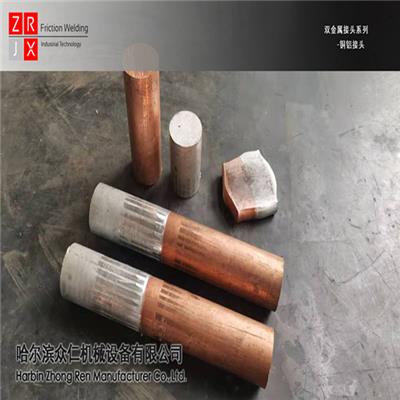
適用范圍摩擦焊適合于焊接桿件和管件,工藝簡單、質量好,勞動條件好,生產率高,耗電量少,易于機械化和自動化。摩擦焊在工廠生產線上廣泛用于發(fā)動機燃燒室、排氣閥、軸、軸套、桿件、管子與法蘭、石油鉆桿和鉆芯的連接和變截面桿件的連接。接頭焊后不會產生金屬間化合物。摩擦焊也常用于異種金屬焊接,如鋁與銅、鋼、鎳、鎂合金;銅與鋼、銀等。摩擦焊在鋁-銅導線過渡接頭的焊接方面應用尤廣。安全操作規(guī)程1. 操作者必須熟悉
采用焊件表面相互摩擦產生的熱量,使端面達到熱塑性狀態(tài),然后快速**鍛,完成焊接的壓焊方法稱為摩擦焊。焊接過程:1)焊件相對運動;2)兩個焊件之間的端面接觸產生摩擦熱;3)當截面達到熱塑性狀態(tài)時,**段應迅速施壓完成焊接。優(yōu)點焊接生產率**閃光焊接~6倍;焊接質量穩(wěn)定,焊件尺寸精度高;加工費用低,省電,焊件*特殊清理;易實現機械化和自動化,操作簡單;無火花,弧光及有害氣體。缺點投資大;非圓截面焊接困難
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 永康市國海自動化設備有限公司
聯系人: 胡經理
電 話: 0579-87211096
手 機: 13967913621
微 信: 13967913621
地 址: 浙江金華永康市象珠工業(yè)區(qū)金雞路58號
郵 編:
相關推薦




相關閱讀
1、本信息由八方資源網用戶發(fā)布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請?zhí)岣呔瑁?
- 聯系方式
公司名: 永康市國海自動化設備有限公司
聯系人: 胡經理
手 機: 13967913621
電 話: 0579-87211096
地 址: 浙江金華永康市象珠工業(yè)區(qū)金雞路58號
郵 編:
- 相關企業(yè)
- 泰源壓縮機械(浙江)有限公司
- 四川幫浦電子有限公司
- 揭陽昱升工貿有限公司
- 固安縣中宏濾清器廠
- 濟寧鑫宏工礦機械設備股份有限公司
- 江門市吉米焊接科技有限公司
- 深圳市柏泰機電設備有限公司
- 上海羅臻機電設備有限公司
- 東莞市勝川電子設備有限公司
- 青島天智達塑膠集成有限公司
- 商家產品系列
- 電烙鐵
- 電能表
- 電能儀表
- 電熱設備
- 電容剪腳機
- 電子測量儀表
- 電阻焊機
- 雕版機
- 釘扣機
- 多滾筒燙平機
- 砂磨機
- 商超貨架
- 商業(yè)專用設備
- 實驗儀器裝置
- 試驗機設備
- 收銀臺
- 手動閥
- 手輪
- 梳棉機
- 輸送帶
- 數控機床
- 水刀切割
- 包邊機
- 爆破設備
- 繃縫機
- 泵配件
- 編織機
- 標價機
- 標刻機
- 標簽機
- 產品推薦
- 資訊推薦


¥280000.00
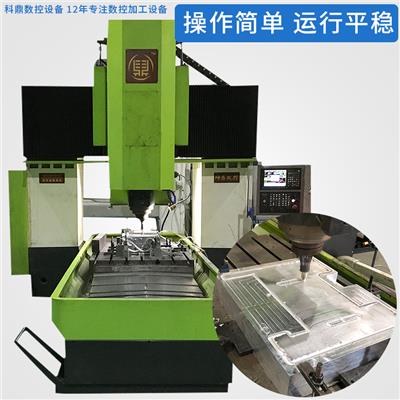
科鼎數控,臺式鋁摩擦焊接機,龍門式攪拌摩擦焊設備,摩擦焊接機
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00