CBN砂輪磨削曲軸存在的粗糙度差問題如何解決
- 時間:2021-03-30作者:河南愛磨仕超硬磨具有限公司瀏覽:236
河南愛磨仕超硬磨具有限公司專注于平面磨砂輪,內(nèi)圓磨砂輪,外圓磨砂輪等
詞條
詞條說明
軸承行業(yè)在磨削加工常見問題及解決方案: 表面粗糙度達(dá)不到要求: 軸承零件的表面粗糙度均有標(biāo)準(zhǔn)和工藝要求,但在磨加工和超精過程中,因種種原因,往往達(dá)不到規(guī)定的要求。 造成工件表面粗糙度達(dá)不到要求的主要原因是: 1.磨削速度過低,進(jìn)給速度過快,進(jìn)刀量過大,無進(jìn)給磨削時間過短; 2.工件轉(zhuǎn)速過高或工件軸和砂輪軸振動過大; 3.砂輪粒度太粗或過軟; 4.砂輪修整速度過快或修整機構(gòu)間隙過大; 5.修整砂輪的
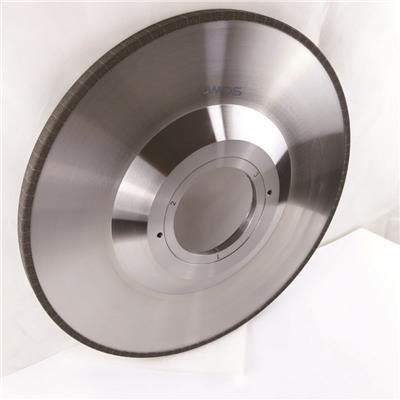
CBN砂輪是取代傳統(tǒng)的AW砂輪和GC砂輪,進(jìn)行高速高效、磨削加工的理想磨具。因為CBN具有其他磨料難以比擬的一系列特點,因而能得到行業(yè)的青睞。本文以實例說明CBN砂輪的應(yīng)用。 磨削材料:冷激鑄鐵 材料硬度:HRC45-52 磨削部位:凸輪軸桃形面 砂輪型號:CBN砂輪350*62.5-(17+17)雙片組合砂輪 表面粗糙度要求:Ra小于0.2μm 陶瓷CBN砂輪磨削效果: 1.1切削力 CBN砂
1. 軸承工業(yè)工件---愛磨仕超硬cbn砂輪廠家軸承套圈磨削案例分析 磨削基本參數(shù): 軸承材質(zhì):軸承鋼,滲透鋼 工件硬度:HRC58-62 磨削方式:精磨 表面粗糙度:Ra0.3 定制的cbn磨頭,在生產(chǎn)節(jié)拍,砂輪壽命,加工效率等方面都有明顯提升,具體數(shù)據(jù)可電話咨詢。 2. 軸承工業(yè)工件的內(nèi)環(huán)磨削方案----陶瓷結(jié)合劑cbn砂輪(磨頭) 軸承工業(yè)中工件的種類和材質(zhì)不盡相同,因此陶瓷結(jié)合劑cbn砂輪
影響陶瓷cbn砂輪加工效果因素與cbn砂輪修整參數(shù)分析
陶瓷cbn砂輪修整結(jié)果及分析 砂輪修整過程是磨削和擠壓破碎的過程,磨削作用使磨粒頂端變平坦,砂輪表面鋒利度下降;擠壓破碎作用不僅使磨粒尖銳,而且會使磨粒前角變大,所以砂輪表面鋒利度變好。因此修磨速比的增大,速差減小,修磨作用減弱,砂輪的有效粗糙度增加,砂輪磨削能力增強。相反,修整速比減小,二者的相對速度增加,修磨作用增強,砂輪表面鋒利度下降,磨削工件的表面粗糙度降低。針對內(nèi)圓磨削,砂輪的磨粒粒度較
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 河南愛磨仕超硬磨具有限公司
聯(lián)系人: 賈慧云
電 話:
手 機: 19138113879
微 信: 19138113879
地 址: 河南鄭州中原區(qū)梧桐街68號
郵 編:
網(wǎng) 址: hnamos.b2b168.com
相關(guān)推薦



相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進(jìn)信息之前,請仔細(xì)核驗對方資質(zhì),所有預(yù)付定金或付款至個人賬戶的行為,均存在詐騙風(fēng)險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 河南愛磨仕超硬磨具有限公司
聯(lián)系人: 賈慧云
手 機: 19138113879
電 話:
地 址: 河南鄭州中原區(qū)梧桐街68號
郵 編:
網(wǎng) 址: hnamos.b2b168.com
- 相關(guān)企業(yè)
- 河南黃河旋風(fēng)股份有限公司
- 聊城泰利金剛石工具有限公司
- 天津市優(yōu)谷研磨工具有限公司
- 弘元超硬材料(河南)有限公司
- 深圳市恒銳金剛石砂輪技術(shù)有限公司
- 合肥雙良數(shù)控設(shè)備有限公司
- 金華市佳輪研磨工具有限公司
- 河北振興砂輪制造有限責(zé)任公司
- 永康市企鵝砂輪廠(普通合伙)
- 商家產(chǎn)品系列
- 產(chǎn)品推薦
- 資訊推薦


¥162.00



¥799.00


耐磨地坪金剛砂廠家 金剛砂耐磨地坪價格 彩色水泥本色金剛砂地坪
¥1400.00
